After 2 interviews with Sellafield representative our company was involved as Tier 5 on full time basis in supervising weld activities, NDE & FAT testing 5 gate valves intended for HVAC system lifetime operational. The valves were fabricated in Switzerland, Basel area.
Sellafield, located 500 km north London, is the biggest nuclear site in Europe. Covering 265 hectares, comprises 200 nuclear facilities, 1000 buildings and 10.000 employees.
Starting from 2003, nuclear production of power generation was shut down leaving operative facilities for reprocessing or storage of spent nuclear fuel and/or nuclear waste coming from Europe.
The site is due to be fully decommissioned in 2120.
The Project
The Box Encapsulation Plant Delivery Team is an unincorporated joint venture of Amec Foster Wheeler, Balfour Beatty and Jacobs.
The framework contract for the project was awarded in October 2014 and is being delivered as an integral part of the Magnox Swarf Storage Silo (MSSS) programme for Sellafield Ltd, which is tackling the clean-up of one of the most hazardous legacy facilities on the Sellafield site.
When complete BEP will deliver the capability to treat nuclear waste recovered from MSSS, immobilise it and prepare it for storage. In addition, the BEP may also process waste recovered during the decommissioning of other Sellafield facilities including the First Generation Magnox Storage Pond (FGMSP) and the Pile Fuel Storage Pond (PFSP).
Involvement
After 2 interviews with Sellafield representative our company was involved on full time basis in supervising welding activities, NDE & FAT testing 5 gate valves intended for HVAC system lifetime operational. The valves were fabricated in Switzerland, Basel area.
According to Nuclear QA grading, the valves (or dampers) were classified with a quality grade 2:
Failure is likely to lead to a MAJOR but less serious radiological risk
or
cause serious injury to persons
or
lead to a breach of the Site Licence or Environmental or Statutory requirements
or
lead to SIGNIFICANT cost penalty
Fabrication
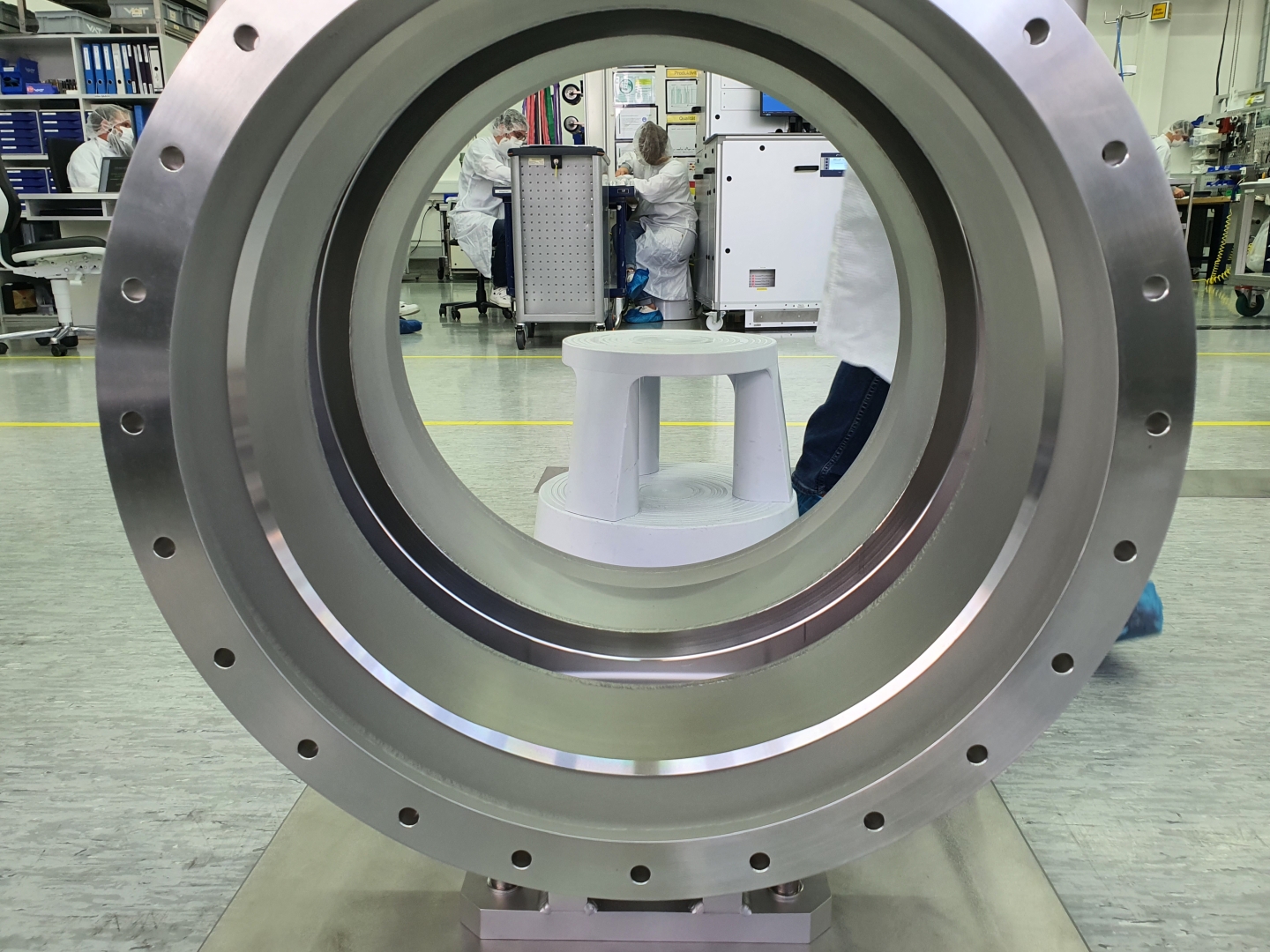
The construction of the valve isin 304L, 5 mm plate with metal-to-metal sealing and removable internal mechanic blade.
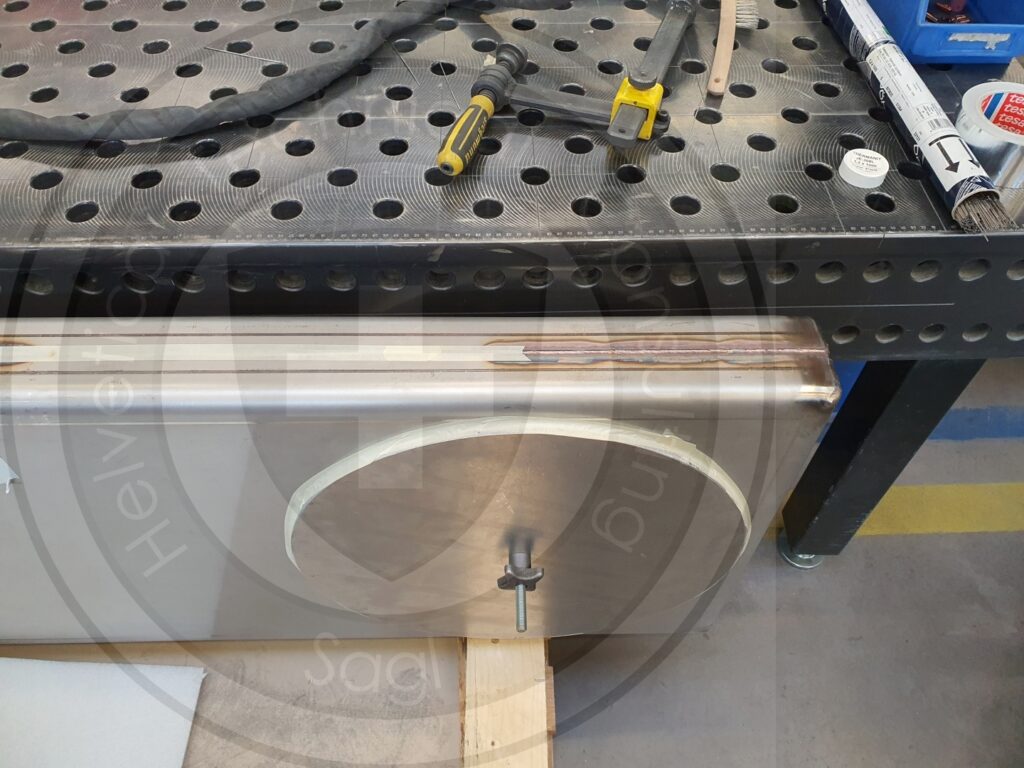
Welding process was divided in 3 stages to avoid deformation due to high precision required to ensure -0.5 mbar vacuum.
The first stage isthe fit-up; the second stage consist in more than 300 welds seams with different lengths, third stage only minor welds.
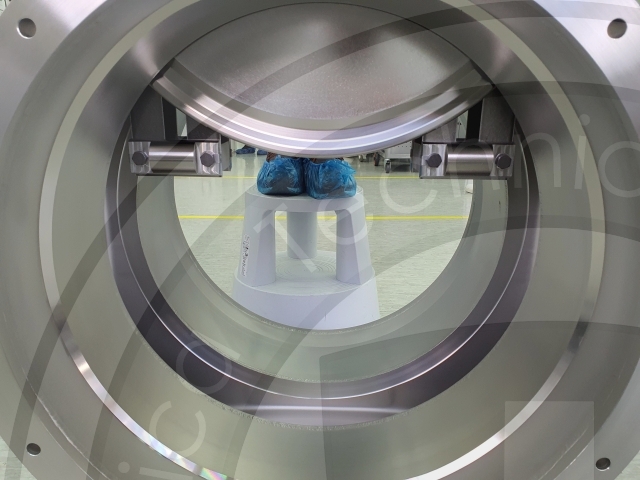
The welding process was manual TIG or GTAW with only one approved weld position, having an impact on the handling of the damper with final weight of 350 kg. One of the key parts of welding was the colour of the weld and the grade of inerting/shielding.
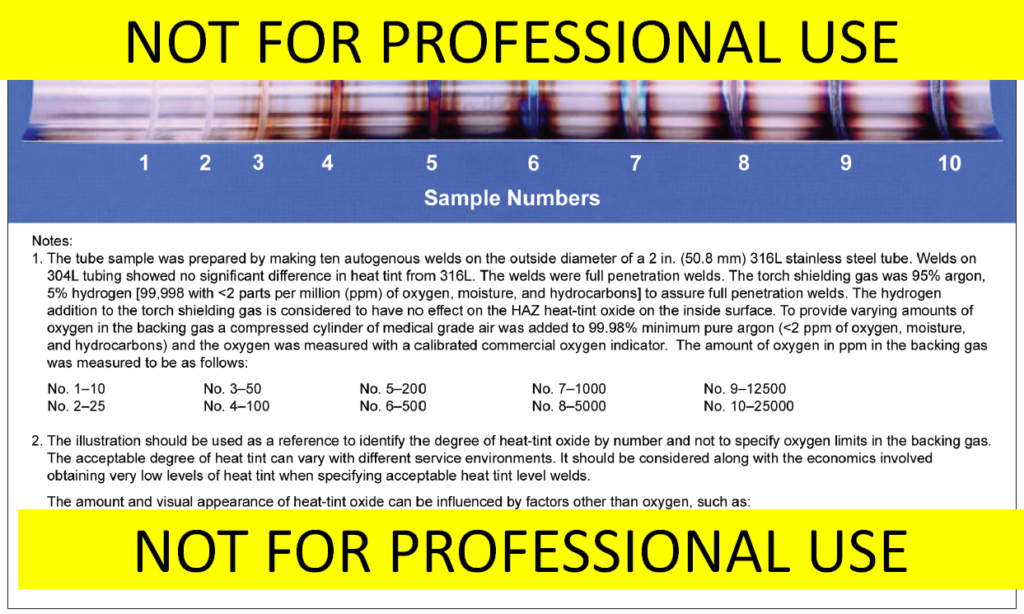
First weld layer was monitored in terms of forming gas flow rate, weld seam length (max. 100 mm) and welding parameters. Since back gouging was not practical due to low space, the entire body was sealed and inerted with forming gas. An oximeter was used for monitoring the quantity of oxygen generated during welding.
Surface wet pickling was not practicable due to impossibility to ensure water full dryness so the final surface condition was glassblasted (100 microns glass microsphere). A test was done the verify the removal power of the glass against weld seam colour. It was found that the colour of the welds where the O2 was above 30 ppm, cannot be removed.
After 200 working days all 5 valves were completely welded.
Before testing, cleaning was achieved with solvent; the chemical composition of the pure inlet solvent stream was monitored and compared with the outlet wasted stream. When the difference between clean inlet & outlet contaminants was zero, the damper was considered fully clean.
Testing was aimed to check vacuum tightness with obtained values of zero flow rate passing to the seats.